د کرینکشافټ بیرنگونه او د دوی بدیل
کرینکشافټ د پسټون انجن سره د هر موټر یو له مهمو برخو څخه دی. یو جلا د کرینکشافټ وسیله او هدف ته وقف شوی دی. اوس راځئ چې د هغه څه په اړه وغږیږو چې دا په اسانۍ سره کار کولو کې مرسته کوي. راځئ چې د داخلولو په اړه خبرې وکړو.
لاینرونه د کرینکشافټ اصلي ژورنالونو او سلنډر بلاک کې د بستر تر مینځ نصب شوي ، او همدارنګه د نښلونکي راډ ژورنالونو او د نښلونکي راډونو د ښکته سرونو داخلي سطحې ترمینځ نصب شوي. په حقیقت کې، دا ساده بیرنگونه دي چې د شافټ گردش په جریان کې رګ کموي او د جامدو مخه نیسي. د رولینګ بیرنگ دلته د تطبیق وړ ندي، دوی په ساده ډول نشي کولی د اوږدې مودې لپاره دا ډول عملیاتي شرایطو سره مقاومت وکړي.
د رګونو کمولو سربیره، لینرونه تاسو ته اجازه درکوي چې په سمه توګه موقعیت او مرکزي برخې ونیسئ. د دوی بله مهمه دنده د متقابل برخو په سطحه د تیلو فلم په جوړولو سره د غوړ ویش دی.
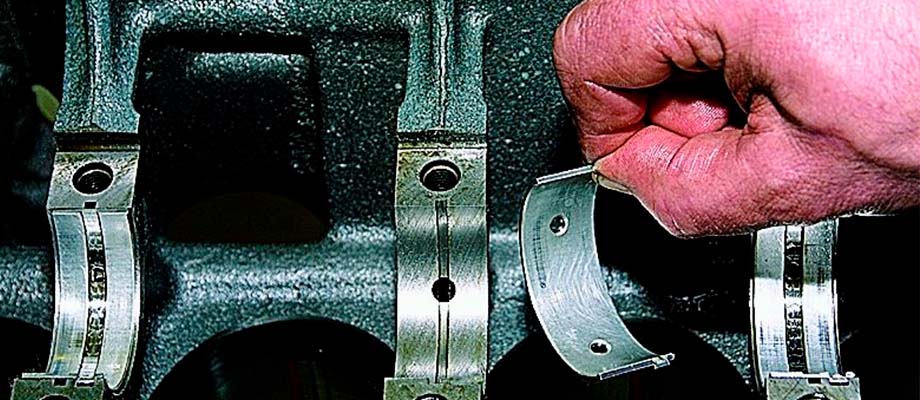
داخل د دوه فلزي فلزي نیمه حلقو جامع برخه ده. کله چې جوړه شي، دوی په بشپړه توګه د کرینکشافټ ژورنال پوښي. د نیمې حلقې په یوه پای کې یو قفل شتون لري، د هغې په مرسته لاینر په څوکۍ کې تنظیم شوی. د فشار بیرنگونه فلینګونه لري - اړخ دیوالونه، کوم چې برخې ته هم اجازه ورکوي چې د محور په اوږدو کې حرکت وکړي او شافټ مخه ونیسي.

په نیمه حلقو کې یو یا دوه سوري شتون لري چې له لارې یې غوړ ورکول کیږي. په لینرونو کې، کوم چې د تیلو چینل په څنګ کې موقعیت لري، یو اوږدوالی نالی جوړ شوی، چې په هغې کې غوړ سوري ته ننوځي.
 بیرنگ د فولادو پلیټ پراساس څو پرت جوړښت لري. په داخلي (کاري) اړخ کې ، د رګونو ضد کوټ په دې باندې پلي کیږي ، معمولا د څو پرتونو څخه جوړه وي. د لینرز دوه ساختماني فرعي ډولونه شتون لري - بایمیټالیک او ټریمیټالیک.
بیرنگ د فولادو پلیټ پراساس څو پرت جوړښت لري. په داخلي (کاري) اړخ کې ، د رګونو ضد کوټ په دې باندې پلي کیږي ، معمولا د څو پرتونو څخه جوړه وي. د لینرز دوه ساختماني فرعي ډولونه شتون لري - بایمیټالیک او ټریمیټالیک.

د bimetallic لپاره، د 1 ... 4 mm د رګونو ضد کوټ د فولاد بیس کې د 0,25 څخه تر 0,4 ملي میتر ضخامت سره تطبیق کیږي. دا معمولا نرم فلزات لري - مسو، ټین، لیډ، المونیم په مختلفو تناسب کې. د زنک، نکل، سیلیکون او نورو موادو اضافه کول هم امکان لري. ډیری وختونه د بیس او د رګ ضد پرت تر مینځ د المونیم یا مسو فرعي پرت شتون لري.
د درې فلزي بیرنگ د لیډ یو بل پتلی طبقه لري چې د ټین یا مسو سره مخلوط شوي. دا د زنګ وهلو مخه نیسي او د رګونو ضد پرت پوښ کموي.
د ټرانسپورټ او چلولو پرمهال د اضافي محافظت لپاره، نیمه حلقې په دواړو خواوو کې د ټین سره پوښل کیدی شي.
د کرینکشافت لاینر جوړښت د هیڅ معیارونو لخوا تنظیم شوی نه دی او ممکن د تولید کونکي څخه تولید کونکي ته توپیر ولري.
لاینرز دقیق ډوله برخې دي چې د کرینکشافټ گردش په جریان کې د ځینې محدودیتونو دننه تشې چمتو کوي. غوړ د فشار لاندې تشې ته تغذیه کیږي، کوم چې د شافټ د ناڅاپي بې ځایه کیدو له امله د تیلو تش په نامه تشه جوړوي. په حقیقت کې ، په نورمال شرایطو کې ، کرینکشافټ بیرینګ ته لاس نه رسوي ، مګر د تیلو په څنډه کې ګرځي.
د تېلو د فشار کمښت یا ناکافي واسکاسیټي، ډیر تودوخه، د نومول شویو برخو څخه د برخو د ابعادو انحراف، د محورونو ناسم تنظیم، د بهرنیو ذراتو داخلیدل او نور لاملونه د مایع رګونو څخه سرغړونه کوي. بیا په ځینو ځایونو کې د شافټ ژورنالونه او لینرونه لمس کول پیل کوي. رګونه، تودوخه او د برخو پوښل زیاتیږي. د وخت په تیریدو سره، پروسه د ناکامۍ لامل کیږي.
د لینرونو جلا کولو او لرې کولو وروسته، د اغوستلو لاملونه د دوی په بڼه قضاوت کیدی شي.

مات شوي یا خراب شوي لینرونه ترمیم نشي کیدی او په ساده ډول د نوي سره بدلیږي.
د لینرونو سره احتمالي ستونزې به د یو سست فلزي ټکي لخوا راپور شي. دا لوړیږي لکه څنګه چې انجن ګرمیږي یا بار ډیریږي.
که دا د کرینکشافټ سرعت سره ټک کوي، نو اصلي ژورنالونه یا بیرنگونه په جدي توګه مات شوي.
که ټکان د کرینکشافټ سرعت څخه دوه چنده کم فریکونسۍ کې واقع کیږي، نو تاسو اړتیا لرئ چې د نښلونکي راډ ژورنالونه او د دوی لینر وګورئ. ستونزه لرونکی غاړه د یو سلنډر د نوزل یا سپارک پلګ په بندولو سره په دقیق ډول ټاکل کیدی شي. که ټکان ورک شي یا خاموش شي، نو د اړونده نښلونکي راډ باید تشخیص شي.
په غیر مستقیم ډول، د غاړې او لینرونو ستونزې د غوړ سیسټم کې د فشار کمیدو سره اشاره کیږي. په ځانګړې توګه، که دا د واحد ګرمیدو وروسته په غیر فعاله توګه لیدل کیږي.
بیرنګونه اصلي او نښلونکي راډ دي. لومړی د BC په بدن کې په څوکیو کې ځای پر ځای شوي، دوی اصلي ژورنالونه پوښي او پخپله د شافټ په اسانه گردش کې مرسته کوي. وروستنۍ د نښلونکي راډ ښکته سر ته داخلیږي او د دې سره یوځای د کرینکشافټ د نښلونکي راډ ژورنال پوښي.
نه یوازې بیرنگونه د اغوستلو تابع دي ، بلکه د شافټ ژورنالونه هم دي ، نو د معیاري اندازې بوشنګ سره د اغوستل شوي بیرنګ ځای په ځای کول ممکن د پاکیدو لامل شي.
د زیاتوالي ضخامت سره لوی بیرنګونه ممکن د ژورنال اغوستو خساره ورکولو لپاره اړین وي. د یوې قاعدې په توګه، د هر راتلونکی ترمیم اندازې لینرونه د تیر یوه په پرتله د ملی متر څلورمه برخه ضخامت لري. د لومړي ترمیم اندازه بیرنگونه د معیاري اندازې څخه 0,25 ملي میتر ضخامت دي ، دوهم یې 0,5 ملي میتر ضخامت دي ، او داسې نور. که څه هم په ځینو مواردو کې د ترمیم اندازه مرحله ممکن توپیر ولري.
د کرینکشافټ ژورنالونو د اغوستلو درجې ټاکلو لپاره، دا اړینه ده چې نه یوازې د دوی قطر اندازه کړئ، بلکې د بیضوي او ټیټر لپاره هم تشخیص کړئ.
د هرې غاړې لپاره ، د مایکرومیټر په کارولو سره ، اندازه کول په دوه عمودي الوتکو A او B کې په دریو برخو کې ترسره کیږي - برخې 1 او 3 د غاړې د اوږدوالي څلورمه برخه له ګالونو څخه جلا شوي ، برخه 2 په مینځ کې ده.

د قطر اعظمي توپیر په مختلفو برخو کې اندازه کیږي، مګر په ورته الوتکه کې به د ټیټر شاخص ورکړي.
په عمودي الوتکو کې د قطر توپیر، په ورته برخه کې اندازه کیږي، د بیضاوي ارزښت ورکوي. د بیضوي پوښاک درجې د لا دقیقې ټاکلو لپاره ، دا غوره ده چې په هر 120 درجو کې په دریو الوتکو کې اندازه کړئ.
پاکول
د پاکولو ارزښت د لینر د داخلي قطر او د غاړې د قطر ترمنځ توپیر دی، چې په 2 ویشل شوی.
د لینر داخلي قطر معلومول، په ځانګړې توګه اصلي، ستونزمن کیدی شي. له همدې امله، د اندازه کولو لپاره دا مناسبه ده چې د پلاستيکي تار پلاستيګج (پلاستیګج) وکاروئ. د اندازه کولو کړنلاره په لاندې ډول ده.
- غاړه د غوړو څخه پاک کړئ.
- د اندازه کولو لپاره د سطحې په اوږدو کې د کیلیبریټ راډ یوه ټوټه ځای په ځای کړئ.
- د بیرنگ کیپ د تورک رنچ سره درجه شوي تورک ته د فاسټینرونو په ټینګولو سره نصب کړئ.
- کرینکشافټ مه ګرځوئ.
- اوس فاسټینر خلاص کړئ او پوښ لرې کړئ.
- د کیلیبریشن ټیمپلیټ په فلیټ شوي پلاستیک باندې پلي کړئ او د هغې له عرض څخه تشه مشخص کړئ.

که د هغې ارزښت د منلو وړ حدونو کې نه وي، نو غاړې باید د ترمیم اندازې سره سم وي.
غاړې اکثرا په غیر مساوي ډول اغوندي، نو ټول اندازه باید د هر یو لپاره واخیستل شي او پالش شي، چې د ترمیم اندازه یې رامینځته کوي. یوازې بیا تاسو کولی شئ لینرونه وټاکئ او نصب کړئ.
کله چې د بدلون لپاره داخلونه غوره کړئ، نو اړینه ده چې د داخلي احتراق انجنونو ماډل سلسله په پام کې ونیول شي، او داسې پیښیږي چې حتی د داخلي احتراق انجن یو ځانګړی ماډل. په ډیری قضیو کې، د نورو واحدونو بیرغونه به مطابقت نلري.
نومول شوي او ترمیم ابعاد، د پاکولو ارزښتونه، احتمالي زغم، د بولټ تورک او د کرینکشافټ اړوند نور پیرامیټونه ستاسو د موټر ترمیم لارښود کې موندل کیدی شي. د لینرونو انتخاب او نصب کول باید د لارښود سره سم په کلکه ترسره شي او د BC په کرینشافت او بدن باندې ټاپه شوي نښې.
د بیرنگ بدلولو لپاره سمه پروسیجر د کرینشافټ بشپړ ویجاړول شامل دي. نو، تاسو باید انجن لرې کړئ. که تاسو مناسب شرایط ولرئ، د وسایلو اړین سیټ، تجربه او هیله، نو تاسو کولی شئ پرمخ لاړ شئ. که نه، تاسو د موټر خدمت ته په سړک کې یاست.
مخکې له دې چې د لینرونو پوښونه لیرې شي، دوی باید شمیرل شي او په نښه شي ترڅو دوی د نصب کولو په وخت کې په خپل اصلي ځایونو او ورته موقعیت کې نصب شي. دا په لینرونو هم پلي کیږي، که دوی په ښه حالت کې وي او د دوی نور کارونې تمه کیږي.
لرې شوي شافټ، لینرونه او د ملنګ برخې په بشپړه توګه پاکې شوې. د دوی حالت معاینه کیږي، د تیلو کانالونو پاکولو ته ځانګړې پاملرنه باید ورکړل شي. که چیرې لینر نیمګړتیاوې ولري - سکریپ کول ، ډیلیمینیشن ، د خړوبیدو نښې یا چپکیدل - نو دوی باید ځای په ځای شي.
برسېره پر دې، اړین اندازه کول ترسره کیږي. د ترلاسه شویو پایلو پر بنسټ، غاړې پالش شوي.
که چیرې د مطلوب اندازې لینر شتون ولري ، نو تاسو کولی شئ د کرینکشافټ نصبولو ته دوام ورکړئ.
شورا
هغه څوک چې د BC په بستر کې د ځای په ځای کولو لپاره ټاکل شوي د غوړولو لپاره نالی لري، او هغه نیمه حلقې چې په پوښونو کې داخل شوي نالی نلري. تاسو نشئ کولی د دوی ځایونه بدل کړئ.
د ټولو لینرونو نصبولو دمخه، د دوی کاري سطحې، او همدارنګه د کرینکشافټ ژورنالونه باید د تیلو سره غوړ شي.
او بیرنگونه د سلنډر بلاک په بستر کې نصب شوي، او کرینکشافټ په دوی کې ایښودل شوی.
اصلي بیرینګ پوښونه د نښو او نښو سره سم ځای په ځای کیږي چې د تخریب پرمهال رامینځته شوي. بولټونه په 2-3 پاسونو کې اړین تورک ته ټینګ شوي. لومړی، د مرکزي بییرنګ پوښ کلک شوی، بیا د سکیم مطابق: 2nd، 4th، مخکینۍ او شاته لینر.
کله چې ټولې کیپونه ټینګ شي، کرینکشافټ وګرځوئ او ډاډ ترلاسه کړئ چې څرخیدل اسانه او پرته له چپک کیدو څخه دي.
د نښلولو راډونه نصب کړئ. هر پوښ باید په خپل نښلونکي راډ کې واچول شي، ځکه چې د دوی فابریکه بورینګ په ګډه ترسره کیږي. د غوږونو قلفونه باید په ورته اړخ کې وي. اړین تورک ته بولټونه ټینګ کړئ.
په انټرنیټ کې ډیری وړاندیزونه شتون لري پرته له دې چې د لرې کولو خورا ستونزمن پروسې ته اړتیا ولري د بیرنګونو ځای په ځای کولو لپاره. یو داسې طریقه د بولټ یا ریوټ کارول دي چې د غاړې د تیلو سوري کې داخل شوي. د اړتیا په صورت کې، د بولټ سر باید له مینځه یوړل شي ترڅو دا په لوړوالی کې د لینر ضخامت څخه زیات نشي او په آزاده توګه تشې ته تیریږي. کله چې کرینکشافټ وګرځوئ ، سر به د بییرنګ نیم حلقې پای په مقابل کې آرام کړي او بهر یې فشار راوړي. بیا، په ورته ډول، د استخراج شوي ځای په ځای کې یو نوی داخلیږي.
په حقیقت کې، دا طریقه کار کوي، او د هر څه د زیان رسولو خطر لږ دی، تاسو اړتیا لرئ چې د تفتیش سوري څخه کرینشافت ته ورسیږئ. په هرصورت، دا غیر متوقع پایلې لري، نو تاسو به دا په خپل خطر او خطر کې وکاروئ.
د دې ډول لوک میتودونو ستونزه دا ده چې دوی د کرینکشافټ تفصيلي ستونزې حل کولو او اندازه کولو لپاره چمتو نه کوي او په بشپړ ډول د غاړې پیس کول او فټ کول خارجوي. هرڅه د سترګو لخوا ترسره کیږي. د پایلې په توګه، ستونزه ممکن پټه شي، مګر یو څه وروسته به بیا راڅرګند شي. دا تر ټولو غوره ده.
د کرینکشافټ ژورنالونو اغوستل په پام کې نیولو پرته د ناکام لینرونو بدلول خورا ناشوني دي. د عملیاتو په جریان کې، غاړه کیدای شي د بیلګې په توګه، د بیضوي شکل ترلاسه کړي. او بیا د لینر یو ساده بدیل نږدې تضمین دی چې ژر تر ژره د هغې د بدلیدو لامل شي. د پایلې په توګه، لږترلږه به په کرینکشافټ کې داغونه وي او دا به پالش شي، او د اعظمي په توګه، د داخلي احتراق انجن جدي ترمیم ته اړتیا وي. که دا بدل شي، دا ممکن ناکام شي.
ناسم پاکول به د جدي منفي پایلو لامل شي. بیکلاش د ټکولو، وایبریشن او حتی ډیر پوښاک څخه ډک دی. که چیرې خلا، برعکس، د جواز څخه کم وي، نو د جامو خطر ډیریږي.
که څه هم تر یوې اندازې پورې، د ملن نورې برخې په تدریجي ډول زړیږي - د نښلونکي راډ سرونه، د کرینشافت بستر. دا هم باید هېر نه شي.