
د پسټون او سلنډر تر مینځ واټن باید څومره وي
منځپانګې
د دې لپاره چې په انجن کې د لوړ کمپریشن ډاډ ترلاسه شي، او دا د تولید، پیل کولو اسانتیا او ځانګړي مصرف په شرایطو کې د هغې موثریت او نور وړتیاوې خورا اغیزمن کوي، پسټون باید په سلنډرونو کې د لږترلږه تصفیه سره وي. مګر دا ناشونې ده چې دا صفر ته راټیټ کړي، ځکه چې د مختلفو برخو د تودوخې له امله، انجن به جام شي.

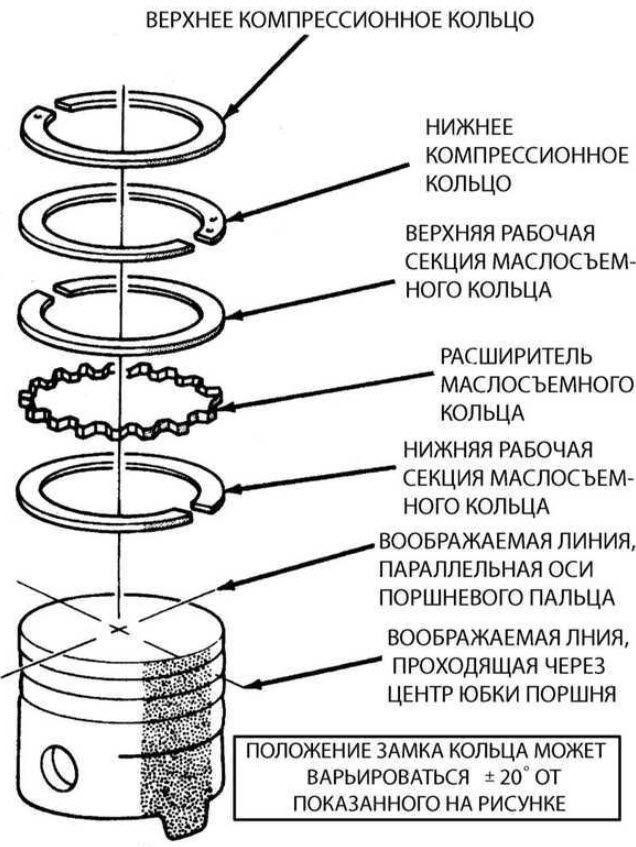
له همدې امله، تصفیه د محاسبې له لارې ټاکل کیږي او په کلکه مشاهده کیږي، او اړین مهر کول د ګاز او تیلو مهر په توګه د پسرلي پسټون حلقو په کارولو سره ترلاسه کیږي.
ولې د پسټون او سلنډر ترمنځ واټن بدلیږي؟
د موټر ډیزاینران هڅه کوي چې د انجن برخې د مایع رګونو حالت کې کار وکړي.
دا د غوړ کولو سطحونو د غوړولو طریقه ده کله چې د تیلو فلم د ځواک یا د فشار لاندې د تیلو رسولو او د اړتیا وړ جریان نرخ له امله، د برخو مستقیم تماس حتی د پام وړ بار لاندې نه واقع کیږي.
نه تل او نه په ټولو حالتونو کې دا ډول حالت ساتل کیدی شي. ډیری عوامل پدې اغیزه کوي:
- د تیلو لوږه، د غوړولو مایع رسولو، لکه څنګه چې د کرینشافټ او کیمشافټ بیرینګونو کې ترسره کیږي، د پسټون او سلنډر ترمنځ ساحه کې د فشار لاندې نه ترسره کیږي، او د غوړ کولو نور میتودونه تل ثابت پایله نه ورکوي، ځانګړي تیل نوزونه غوره کار کوي، مګر د مختلفو دلیلونو لپاره دوی په زړه پورې توګه اچوي؛
- د سلنډر په سطحه ضعیفه جوړه شوې یا اغوستل شوې هونګ بیلګه ، دا د تیلو فلم ساتلو لپاره ډیزاین شوی او د پسټون حلقو ځواک لاندې په بشپړ ډول ورکیدو مخه نیسي؛
- د تودوخې د رژیم څخه سرغړونه د حرارتي تشې د صفر کیدو لامل کیږي ، د تیلو پرت له لاسه ورکول او په پسټون او سلنډرونو کې د سکور کولو څرګندیدل؛
- د ټیټ کیفیت تیلو کارول په ټولو مهمو ځانګړتیاو کې د انحراف سره.
دا متضاد ښکاري، مګر د سلنډر سطحه نوره خرابیږي، که څه هم دا معمولا د کاسټ اوسپنې څخه جوړ شوی وي، دا د کاسټ اوسپنې یو کلک بلاک دی یا مختلف وچ او لوند لینرونه د بلاک المونیم کې اچول کیږي.
حتی که چیرې آستین ورک وي ، د المونیم سلنډر سطح د ځانګړي درملنې تابع کیږي ، او د ځانګړي سخت پوښاک مقاومت کوټ پرت رامینځته کیږي.
دا په پسټون کې د ډیر باثباته فشار له امله دی، کوم چې د غوړ په شتون کې، تقریبا د حرکت په جریان کې له هغې څخه فلز نه لرې کوي. مګر سلنډر د کوچني تماس ساحې له امله د لوړ ځانګړي فشار سره د پسرلي حلقو د خراب کار تابع دی.
په طبیعي توګه، پسټون هم له مینځه ځي، حتی که دا په ورو ورو پیښیږي. د دواړو رقابتي سطحو د ټول اغوستلو په پایله کې ، خلا په دوامداره توګه وده کوي ، او په غیر مساوي توګه.
موافقت
په ابتدايي حالت کې، سلنډر په بشپړه توګه د خپل نوم سره مطابقت لري، دا یو جیومیټریک شکل دی چې د ټول لوړوالی په اوږدو کې د ثابت قطر سره او د محور په هره برخه کې یوه دایره ده. په هرصورت، پسټون خورا پیچلي شکل لري، سربیره پردې، دا د تودوخې فکس کولو داخلونه لري، چې په پایله کې دا د عملیاتو په جریان کې په غیر مساوي توګه پراخیږي.
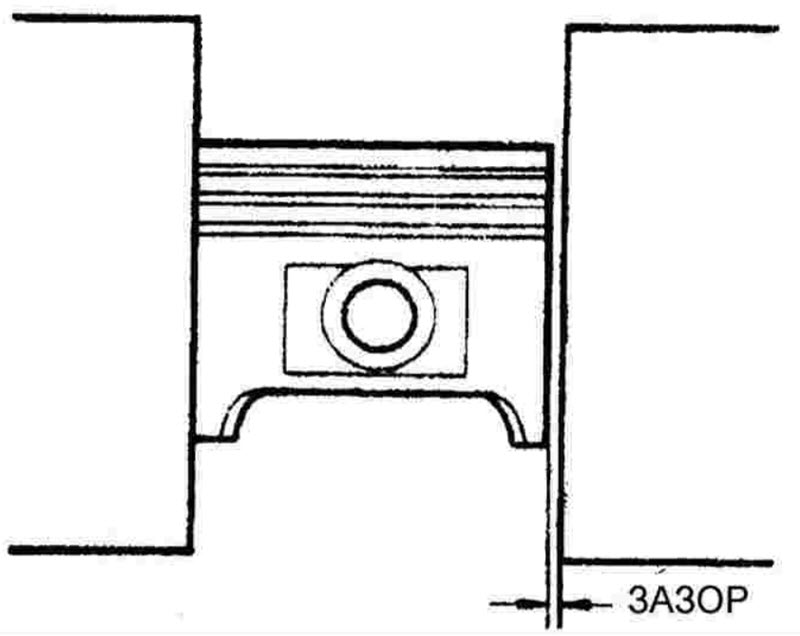
د تشې حالت ارزولو لپاره، د سکرټ په زون کې د پسټون په قطر کې توپیر او په منځنۍ برخه کې سلنډر غوره شوی.
په رسمی توګه، دا په پام کې نیول شوی چې د تودوخې تشه باید د نویو برخو لپاره د یو ملی متر قطر شاوخوا 3 څخه تر 5 سوه مترو پورې وي، او د اغوستلو په پایله کې د هغې اعظمي ارزښت باید د 15 سوه مترو څخه زیات نه وي، دا 0,15 ملي متره دی.
البته، دا ځینې اوسط ارزښتونه دي، ډیری انجنونه شتون لري او دوی دواړه د مختلف ډیزاین طریقې او د برخو جیومیټریک ابعادو کې توپیر لري، د کاري حجم پورې اړه لري.
د خلا سرغړونې پایله
د تشې د زیاتوالي سره، او معمولا دا د حلقو په فعالیت کې د خرابیدو سره هم تړاو لري، ډیر او ډیر تیل د احتراق چیمبر ته ننوځي او په ضایعاتو مصرف کیږي.
په تیوریکي توګه، دا باید کمپریشن کم کړي، مګر ډیری وختونه، په برعکس، د کمپریشن حلقو کې د تیلو د کثرت له امله، د دوی تشې مهر کوي. مګر دا د اوږدې مودې لپاره نه دی، حلقې کوک کوي، پریوځي، او فشار په بشپړه توګه له لاسه ورکوي.

پسټون د زیاتو پاکولو سره به نور د دې توان ونلري چې په نورمال ډول کار وکړي او ټک کول پیل کړي. د پسټون دستک په شفټ کې په ښکاره ډول د اوریدلو وړ دی ، دا په پورتنۍ موقعیت کې دی ، کله چې د نښلونکي راډ ټیټ سر د خپل حرکت سمت بدلوي ، او پسټون د مړ مرکز څخه تیریږي.
سکرټ د سلنډر له یو دیوال څخه لیرې ځي او د خلا په غوره کولو سره، مخالف لوري ته په زور سره وهي. تاسو نشئ کولی د داسې زنګ وهلو سره سواری وکړئ ، پسټون کولی شي سقوط وکړي ، کوم چې به د ټول انجن لپاره ناورین رامینځته کړي.
څنګه د پسټون او سلنډر تر مینځ پاکوالی چیک کړئ
د تشې د کتلو لپاره، د اندازه کولو وسایل د مایکرومیټر او داخلي ګیج په بڼه کارول کیږي، دا جوړه د دقت ټولګي لري چې تاسو ته اجازه درکوي د ملی متر هر سل ته ځواب ووایی.
مایکرومیټر د هغې د سکرټ په زون کې د پسټون قطر اندازه کوي، د ګوتې سره عمودی. د مایکرومیټر راډ د کلیمپ سره تنظیم شوی ، وروسته له دې چې دننه ګیج صفر ته ټاکل کیږي پداسې حال کې چې د مایکرومیټر راډ باندې د اندازه کولو ټیپ آرام کوي.
د داسې صفر کولو وروسته، د کیلیپر شاخص به د پیسټون قطر څخه انحراف د ملی متر په سله کې وښيي.
سلنډر په دریو الوتکو کې اندازه کیږي، پورتنۍ برخه، منځنۍ او ښکته، د پسټون سټروک زون سره. اندازه کول د ګوتو د محور او په اوږدو کې تکرار کیږي.

د پایلې په توګه، د اغوستلو وروسته د سلنډر حالت ارزول کیدی شي. اصلي شی چې اړین دی د بې نظمیو شتون دی لکه "ایلیپس" او "شنکو". لومړی د دایرې څخه د بیضوي برخې په لور د برخې انحراف دی، او دویم د عمودی محور په اوږدو کې د قطر بدلون دی.
د څو جریبه انحراف شتون د حلقو د نورمال عملیاتو ناممکنیت او د سلنډر ترمیم یا بلاک بدلولو اړتیا په ګوته کوي.
فابریکې په پیرودونکو باندې د کرینکشافټ (لنډ بلاک) سره د بلاک مجلس مسلط کوي. مګر دا ډیری وختونه د بور سره ترمیم کول خورا ارزانه دي ، په سختو حالتونو کې - د آستین سره ، د نوي معیاري یا لوی ترمیم پسټون سره د پسټون ځای په ځای کول.
حتی د معیاري پسټون سره نوي انجنونه ندي، دا ممکنه ده چې په سمه توګه د تصفیې غوره کړئ. د دې کولو لپاره، پسټون په ګروپونو ویشل شوي دي چې د یو سل متر قطر انحراف سره. دا تاسو ته اجازه درکوي چې تشه د کامل دقت سره تنظیم کړئ او د غوره موټرو فعالیت او د دې راتلونکي ژوند ډاډمن کړئ.
